How does the 2kw Fiber Laser Cutting Machine work?
Aug 19, 2025
In today’s manufacturing industry, fiber laser cutting machines have become an essential tool for metal processing. Among them, the 2kW fiber laser cutting machine stands out for its balance of power, efficiency, and cost-effectiveness. But how exactly does it work, and why do so many workshops rely on it?
1. Principle of Laser Generation
Light Source: A fiber optic cable doped with ytterbium or other rare earth elements is used as the gain medium. A semiconductor pump source (such as a diode laser) excites the rare earth ions within the fiber, causing high-energy level transitions and releasing light of a specific wavelength (typically near-infrared light at 1070–1080 nm).
Fiber Amplifier:
The laser is repeatedly reflected and amplified within the flexible fiber, forming a high-power density, high-beam-quality continuous or pulsed laser beam.
2. Laser Transmission and Focusing
Fiber Transmission:
The laser is transmitted through the flexible fiber to the cutting head, eliminating the need for complex mirror systems (unlike CO₂ lasers), resulting in minimal energy loss (<5%) and suitability for long-distance transmission.
Focusing System:
Collimating lenses and focusing lenses (typically aspherical lenses) within the cutting head focus the laser beam into an extremely small spot (diameter approximately 0.01–0.1 mm), achieving power densities of 10⁶–10⁸ W/cm².
3. Material Cutting Mechanism
Main physical processes in metal cutting:
Absorption and Heating:
Metal surfaces have high absorption rates for fiber laser wavelengths (especially for highly reflective materials like copper and aluminum; anti-reflective coatings can further enhance efficiency).
Light energy is absorbed by electrons and converted into thermal energy, causing the local temperature of the material to instantly rise to its melting point or boiling point (e.g., approximately 1500°C for steel).
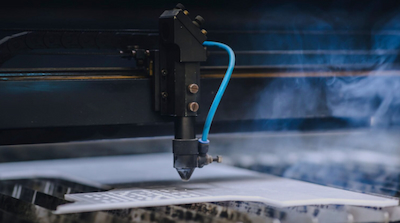
Melting and vaporization:
Melting cutting (suitable for carbon steel, stainless steel): Laser energy melts the material, and auxiliary gases (such as nitrogen, oxygen) blow away the molten metal.
Sublimation cutting (suitable for thin sheets or high-precision requirements): The laser directly vaporizes the material without requiring auxiliary gases (such as extremely thin metals or non-metals).
Role of auxiliary gases:
Oxygen (O₂): Reacts exothermically with molten metal (oxidation), accelerating cutting and improving the quality of carbon steel cut surfaces, but may produce an oxide layer.
Nitrogen (N₂): Inert protection, preventing oxidation, suitable for materials requiring clean cuts such as stainless steel and aluminum.
Formation of the cut seam:
The laser beam moves relative to the material (controlled by a CNC system) to form a continuous cut seam.
Dynamic adjustment of the focal position (e.g., automatic focusing cutting head) to accommodate different material thicknesses.
4. CNC System and Motion Control
CNC Control:
Pre-set cutting paths (e.g., DXF files) are converted by a computer into mechanical motion commands, driving servo motors to control the movement of the cutting head or worktable (X/Y/Z axes).
Dynamic Precision:
High-precision guideways and linear motors ensure positioning accuracy (±0.05mm) at cutting speeds of up to 50m/min.
5. Advantages and Limitations of 2kW Power
Advantages:
Can cut thicker materials (e.g., carbon steel ≤20mm, stainless steel ≤12mm, aluminum ≤10mm).
Faster speed (30%–50% faster than a 1kW laser machine).
Lower energy consumption (electro-optical conversion efficiency of 30%–50%, significantly higher than CO₂ lasers at 10%).
Limitations:
Special processing is required for highly reflective materials (e.g., copper, gold) (e.g., adjusting pulse frequency).
Extremely thick materials (e.g., carbon steel >25mm) may require multiple cuts or alternative methods such as plasma/flame cutting.
6. Key components and technologies
Fiber laser: 2kW single-mode or multi-mode fiber lasers from brands such as IPG and SPI.
Cutting head: Brands such as Precitec and Raytools, including protective lenses, gas nozzles, and capacitive height adjustment systems.
Cooling system: Water-cooled units maintain stable laser temperature (±1°C).
Dust removal system: Ventilation or filtration devices handle cutting fumes.
7. Typical Application Scenarios
Industries: Sheet metal processing, automotive parts, aerospace, electronic enclosures, etc.
Materials: Carbon steel, stainless steel, aluminum alloy, brass, titanium alloy, etc.
Processing types: Flat cutting, drilling, and irregular contour cutting.
Translated with DeepL.com (free version)
Summary:
The 2kW fiber laser cutting machine uses high-energy fiber laser beams, precision optical systems, and CNC technology to achieve efficient, high-precision cutting of metal materials. Its core advantages lie in its high power density, low energy consumption, and low maintenance costs, making it particularly suitable for processing medium-thickness metal plates. In practical applications, the power, focal position, and auxiliary gas type must be adjusted according to the material characteristics to optimize cutting quality.
If you have more ideas, please contact us!
Tel: +86 -18855551088
Email: Info@Accurl.com
Whatsapp/Mobile: +86 -18855551088